




Custom 5-Axis CNC Machined Aluminum Module Housing – Black Anodized Multi-Axis Actuator Base for Semiconductor Dispensing & Optical Inspection
Description
Product Overview
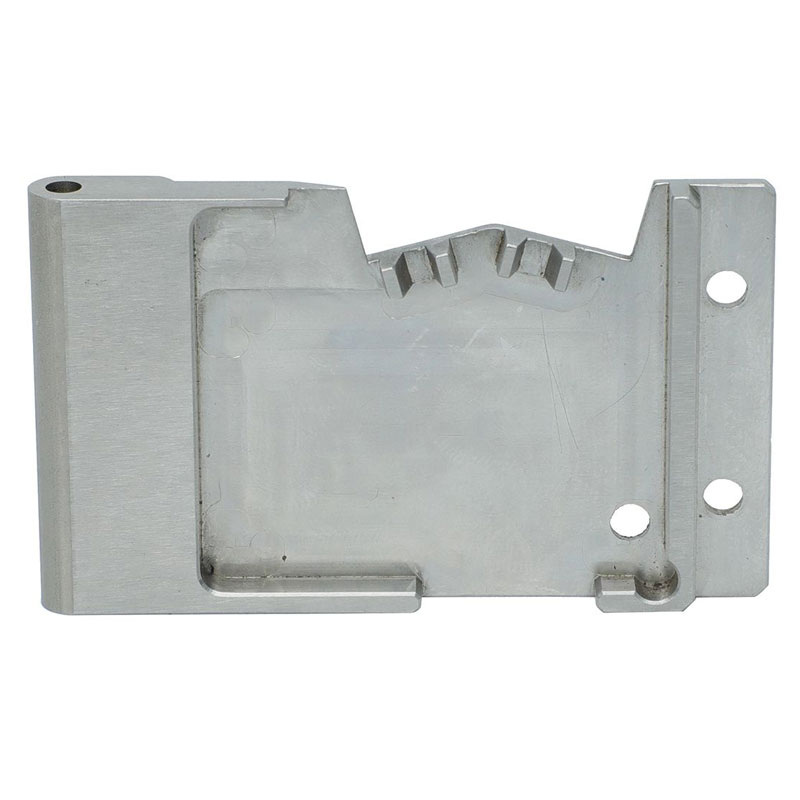
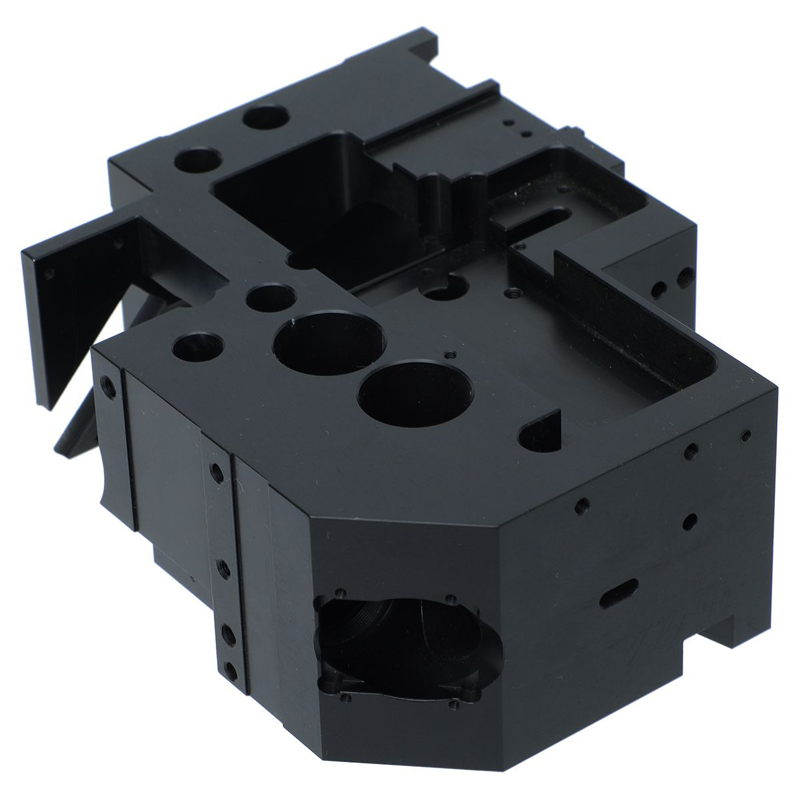
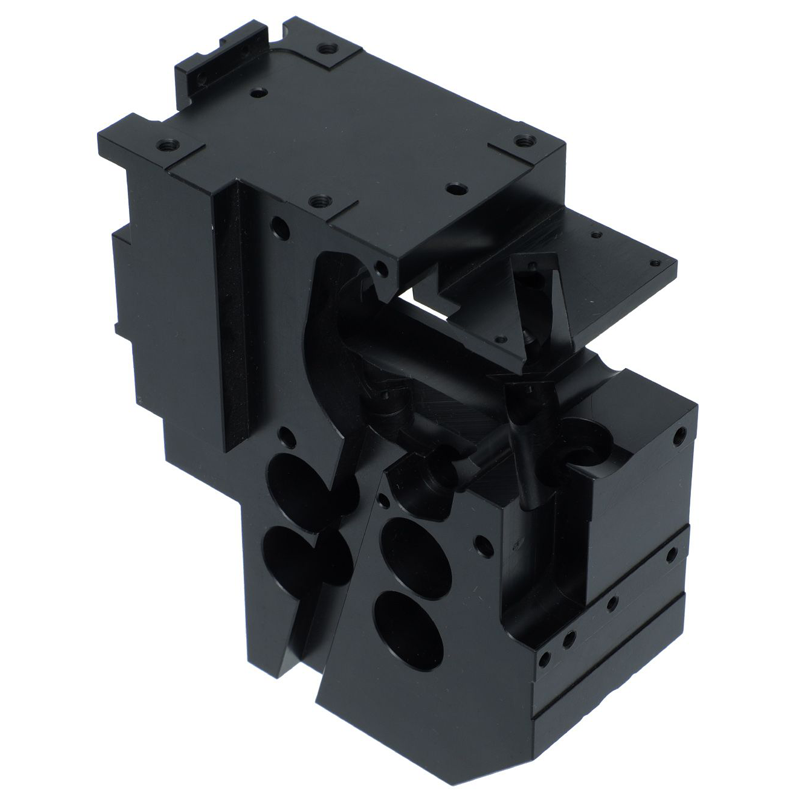
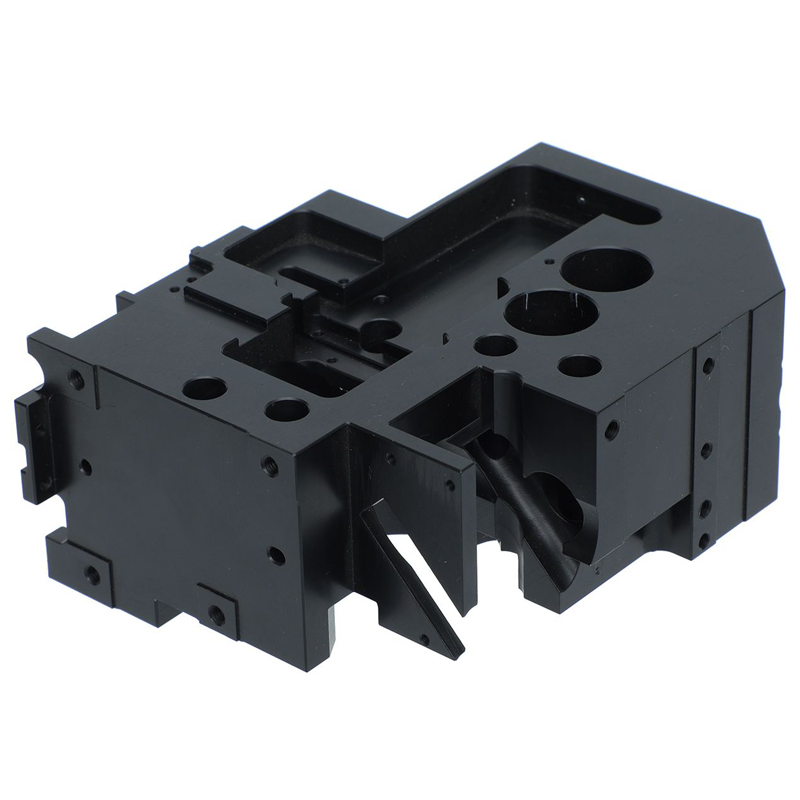
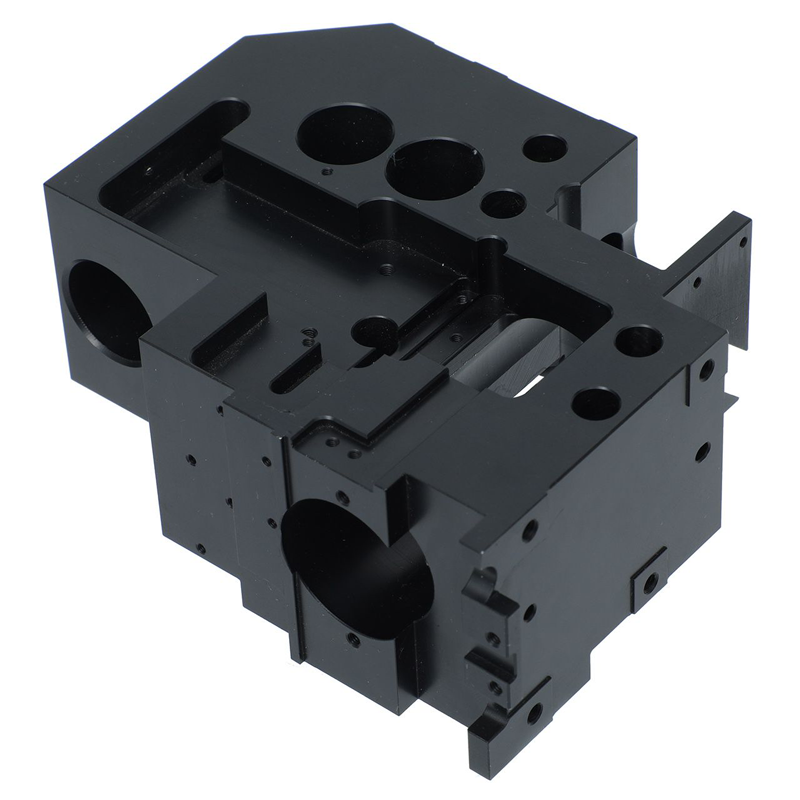
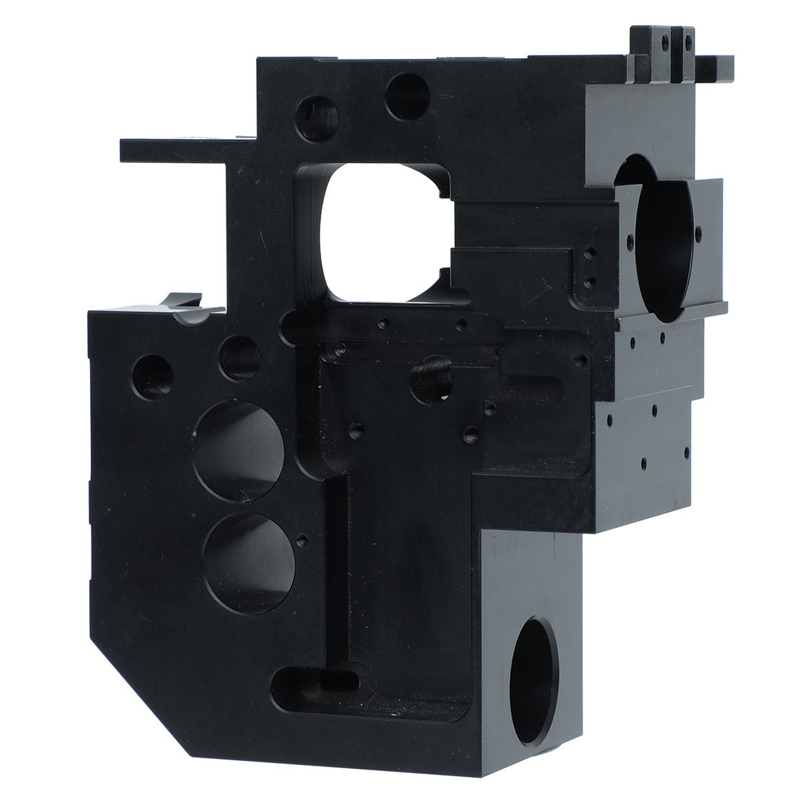
This Custom CNC Machined Aluminum Module Housing is a high-precision structural backbone designed specifically for high-speed semiconductor packaging and 3C precision automation equipment. It functions as an advanced multi-axis actuator base, integrating optical alignment mounts, pneumatic/fluid channels, and mechanical motion hinge structures into a single, compact unit. Crafted via 5-axis CNC milling from aerospace-grade aluminum and finished with a hard black anodized coating, this housing guarantees exceptional rigidity, thermal stability, and cleanroom compliance for mission-critical dispensing and optical inspection applications.
CNC Machining Services Technical Specifications Table
| Parameter | Specification / Capability |
|---|---|
| Primary Materials | Aluminum Alloy 6061-T6 (Standard), 7075-T6 (High Strength) |
| Surface Finish | Hard Black Anodize (Type III), Mil-Spec or ASTM B580 compliant |
| Machining Process | 5-Axis Simultaneous CNC Milling (3+2 Axis available for cost-control) |
| Standard Tolerances | Hole Position: ±0.01 mm (0.0004″) General Dimension: ±0.05 mm (0.002″) |
| Critical Flatness | ≤ 0.02 mm (0.0008″) on mounting interfaces |
| Surface Roughness (Ra) | Ra 0.8 – 1.6 μm (32 – 64 μin) |
| Max Part Dimensions | Up to 800 x 600 x 400 mm (Customizable) |
| Hole Types | Blind holes, through-holes, threaded holes (UNC/UNF/Metric), step counterbores |
| Quality Standard | ISO 9001:2015, IATF 16949 (upon request), 100% Full CMM inspection |
| Lead Time | Sample: 7–15 working days; Mass Production: 2–4 weeks (depending on order volume) |
Primary Application Scenarios
This highly integrated module base is engineered for top-tier automated precision equipment. Typical end-uses include:
-
Semiconductor Die-Bonders & Wire Bonders: As the main chassis for high-speed Z-axis motion units, holding the vacuum pickup nozzles, optical alignment cameras, and dispensing valves.
-
3C Precision Dispensing Machines: Used in mobile camera module assembly (AA active alignment) and display screen sealant dispensing, where high acceleration and precise fluid pressure control are required.
-
Optical & AOI (Automated Optical Inspection) Equipment: Acts as a mounting platform for high-resolution industrial lenses and laser sensors, ensuring zero misalignment during rapid part inspection.
-
Precision Linear/Rotary Motion Stages: Serves as the lightweight but rigid moving carriage for high-dynamic linear motor modules.
Material Analysis & Surface Treatment (Why This Matters)
-
Material Choice: 6061-T6 Aluminum Alloy
We select 6061-T6 for its excellent machinability, high strength-to-weight ratio, and superior weldability. In high-speed automation, reducing the moving mass directly translates to higher acceleration and lower motor energy consumption. The internal pocketing (lightweight hollowing) design further reduces inertia while maintaining mechanical rigidity. -
Surface Finish: Hard Black Anodize (Type III)
Standard anodizing is not enough for precision optics and semiconductors. Our Hard Black Anodizing adds a dense, micro-hard ceramic-like layer:-
Non-Reflective Matte Finish: Prevents optical glare from interfering with vision sensors.
-
Anti-Static & Wear-Resistant: Meets stringent cleanroom anti-dust requirements and withstands thousands of actuation cycles.
-
Corrosion Protection: Protects the aluminum base from aggressive cleaning agents used in the semiconductor industry.
-
Precision Tolerance Capabilities
Delivering consistent precision is our core strength. For this complex module, we strictly control:
-
Positional Tolerance (True Position): ±0.01 mm. Crucial for the alignment of multi-directional threaded holes and the optical mounting surfaces.
-
Flatness & Parallelism: ≤ 0.02 mm across the primary mounting faces. Ensures the actuator does not tilt when repeatedly moving at high speeds.
-
Concentricity: For the large primary through-hole (hinge/actuator shaft bore), we hold a strict concentricity to minimize mechanical play and vibration.
Manufacturing Difficulties (Key Challenges in Production)
Producing this part requires exceptional engineering expertise and advanced tooling due to several inherent complexities:
-
5-Axis Multi-Faceted Machining: The part has mounting faces, fluid channels, and counterbores on at least four different planes. A 3-axis CNC would require excessive re-fixturing, leading to stacking errors and poor alignment. Continuous 5-axis CNC milling is mandatory to ensure all datum features are perfectly related in a single setup.
-
Thin Wall & Vibration Management: To achieve the lightweight hollowing, some internal walls become relatively thin. Machining these walls without “chatter” (vibration marks) requires specialized high-speed toolpaths and highly rigid machine spindles.
-
Complex Internal Cavities & Deep Pockets: The non-symmetrical V-shaped mechanical arm and deep internal pockets create long cantilevers during machining. We use custom-designed long-reach micro-mills and dedicated holding fixtures to prevent deflection during the cut.
-
Strict Anodizing Masking: Since many internal blind holes must remain thread-able and electrically conductive after anodizing, our technicians must perform meticulous masking (taping) before anodizing. Poor masking can ruin the entire batch.
FAQs (Frequently Asked Questions)
Q1: Why is 6061-T6 Aluminum chosen over stainless steel for this module?
A1: In high-speed semiconductor and automation equipment, weight is the enemy of speed. 6061-T6 offers the perfect balance of strength, machinability, and lightweight properties. Stainless steel would be too heavy and would cause high inertia, requiring larger motors and slowing down production throughput.
Q2: Can you manufacture this from 7075 aluminum or other alloys?
A2: Absolutely. If your equipment requires an even higher strength-to-weight ratio or works in harsh environments, we can produce this part from 7075-T6, or even titanium. However, 6061-T6 is the most cost-effective and widely adopted solution for this specific application.
Q3: How does the Hard Black Anodizing affect the precise hole dimensions?
A3: The Type III hard anodizing process adds approximately 0.015mm to 0.025mm to the part’s surface. Our CNC programmers are highly experienced and pre-machin the part undersized to account for this growth. We maintain strict tolerances by machining test coupons and running CMM inspections to ensure the final black anodized part fits perfectly.
Q4: Do you provide full CMM (Coordinate Measuring Machine) inspection reports?
A4: Yes, we provide complete quality inspection reports, including CMM data and material certificates, for every batch. We also perform 100% dimensional sampling on critical features to ensure zero defects before shipment.
Q5: What is your typical delivery time for a prototype order vs. mass production?
A5: For a small prototype order (1–5 pieces), the turnaround time is usually 10–15 working days, including material sourcing and CNC programming. Mass production (100+ pieces) will require approximately 3 to 4 weeks to ensure consistent 5-axis quality and stable anodizing results.












Reviews
There are no reviews yet.