
Table of Contents
ToggleIntroduction
In CNC machining and precision manufacturing, material selection directly affects machining efficiency, tooling cost, dimensional stability, surface finish, and overall production cost. Among martensitic stainless steels, 440B and 2Cr13 are two widely used grades for industrial machined components requiring corrosion resistance, hardness, and mechanical strength.
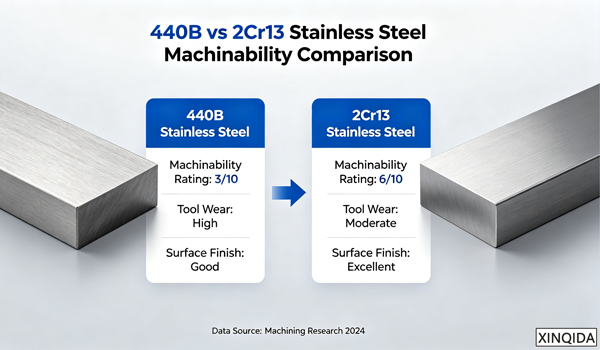
Although both belong to the martensitic stainless steel family, their machining behavior differs significantly because of differences in carbon and chromium content. 440B is known for high hardness and wear resistance, while 2Cr13 is preferred for its better machinability and toughness.
This article provides a detailed comparison of 440B vs 2Cr13 stainless steel machinability, including cutting performance, tool wear, heat treatment influence, machining parameters, and practical CNC machining recommendations.
What Is 440B Stainless Steel?
440B is a high-carbon martensitic stainless steel corresponding to:
AISI 440B
UNS S44003
JIS SUS440B
Chinese grade 8Cr17
It offers:
High hardness after heat treatment
Excellent wear resistance
Good corrosion resistance
Strong edge retention capability
440B is commonly used for:
Industrial blades
Bearings
Valve cores
Surgical instruments
Precision wear-resistant components
High-hardness mechanical parts
Because of its high carbon content, 440B can achieve excellent hardness, but machining difficulty increases significantly after heat treatment.
What Is 2Cr13 Stainless Steel?
2Cr13 (20Cr13) is a medium-carbon martensitic stainless steel equivalent to:
AISI 420
SUS420J1
Compared with 440B, 2Cr13 provides:
Better machinability
Higher toughness
Lower tooling wear
Easier cutting performance
Lower machining cost
Typical applications include:
Pump shafts
Valve bodies
Hydraulic components
Structural mechanical parts
Industrial fixtures
General-purpose CNC machined components
2Cr13 is widely used in large-scale CNC machining production because of its balanced mechanical properties and stable processing behavior.
Chemical Composition Comparison
| Element | 440B Stainless Steel | 2Cr13 Stainless Steel | Impact on Machinability |
|---|---|---|---|
| Carbon (C) | 0.75–0.95% | 0.16–0.25% | Higher carbon in 440B increases hardness and cutting difficulty |
| Chromium (Cr) | 16–18% | 12–14% | Higher chromium improves corrosion resistance but increases carbide formation |
| Silicon (Si) | ≤1.0% | ≤1.0% | Minimal influence on machinability |
| Manganese (Mn) | ≤1.0% | ≤1.0% | Slightly improves cutting stability |
| Molybdenum (Mo) | ≤0.75% | — | Improves wear resistance but increases cutting resistance |
The main difference lies in the carbon content. The higher carbon and chromium levels in 440B produce greater hardness and wear resistance, but also generate more hard carbides that accelerate tool wear during machining.
Machinability Comparison
Machinability mainly includes:
Cutting resistance
Tool wear
Chip control
Surface finish
Thermal stability
Dimensional consistency
Machining in Annealed Condition
The annealed condition is commonly used for rough machining and semi-finishing operations.
2Cr13 Machinability in Annealed State
Typical hardness:
≤223 HB
Machining characteristics:
Low cutting resistance
Stable chip formation
Easy chip evacuation
Low tendency for built-up edge
Good dimensional stability
Advantages:
Suitable for high-speed CNC machining
Long tool life
Low machining cost
Ideal for batch production
Recommended cutting parameters:
| Parameter | Recommended Range |
|---|---|
| Cutting Speed | 80–120 m/min |
| Feed Rate | 0.15–0.30 mm/r |
| Cutting Depth | 2–5 mm |
Recommended tooling:
Standard carbide inserts
YT15
YG8
Most standard CNC machining centers can process 2Cr13 efficiently without requiring specialized tooling systems.
440B Machinability in Annealed State
Typical hardness:
≤255 HB
Machining characteristics:
Higher cutting resistance
Greater heat generation
Harder chips
Increased vibration risk
Faster tool wear
Compared with 2Cr13, the cutting resistance of 440B is typically 20–30% higher.
Recommended cutting parameters:
| Parameter | Recommended Range |
|---|---|
| Cutting Speed | 60–90 m/min |
| Feed Rate | 0.10–0.20 mm/r |
| Cutting Depth | 1–3 mm |
Recommended tooling:
Wear-resistant carbide inserts
YW2
YS2T
Flood coolant or emulsion cooling is strongly recommended to reduce thermal deformation and extend tool life.
Machining After Heat Treatment
Heat treatment dramatically changes the machining behavior of both materials.
2Cr13 After Quenching and Tempering
Typical hardness:
HRC 45–50
Machinability:
Moderate cutting difficulty
Acceptable toughness
Stable finishing performance
Relatively low brittleness
2Cr13 can still achieve stable surface finishes after heat treatment, making it suitable for secondary CNC finishing operations.
Recommended finishing parameters:
| Parameter | Recommended Range |
|---|---|
| Cutting Speed | 100–150 m/min |
| Feed Rate | 0.05–0.10 mm/r |
| Cutting Depth | 0.1–0.5 mm |
Recommended process route:
Annealed rough machining → Quenching & tempering → Finish machining
440B After Quenching and Tempering
Typical hardness:
HRC 54–58
Machinability:
Very poor machinability
Extremely fast tool wear
High risk of edge chipping
Difficult surface finish control
Strong vibration tendency
Ordinary carbide tools are often insufficient for hardened 440B machining.
Recommended tooling:
CBN tools
Ceramic inserts
Superhard cutting materials
Recommended process route:
Annealed rough machining → Heat treatment → Precision grinding or polishing
If hard milling is required:
| Parameter | Recommended Range |
|---|---|
| Cutting Speed | 150–200 m/min |
| Feed Rate | 0.02–0.08 mm/r |
| Cutting Depth | 0.05–0.20 mm |
Cooling optimization is critical to avoid cracking, thermal deformation, and premature tool failure.
Tool Wear Comparison
440B
Because of its high hardness and chromium carbide formation, 440B causes:
Rapid flank wear
Tool edge chipping
Heat concentration
Reduced insert lifespan
Tooling costs are significantly higher than for 2Cr13.
2Cr13
2Cr13 is considerably easier on cutting tools.
Advantages include:
Lower abrasion
Stable cutting edges
Longer insert life
Reduced tooling replacement frequency
For high-volume CNC production, 2Cr13 is usually more economical.
Surface Finish and Dimensional Stability
440B
440B can achieve excellent surface hardness and wear resistance, but machining stability is lower.
Common problems include:
Surface burns
Burr formation
Chatter marks
Thermal deformation
Precision grinding is often required after hardening.
2Cr13
2Cr13 generally provides:
Better dimensional consistency
Easier polishing
More stable cutting conditions
Lower vibration during finishing
This makes it suitable for structural parts requiring stable machining quality.
Wear Resistance Comparison
440B has significantly better wear resistance than 2Cr13 because of its high carbon and chromium carbide content.
Applications suitable for 440B include:
Bearings
Blades
Valve seats
Wear-resistant precision parts
2Cr13 is more suitable for moderate-wear industrial components.
Toughness Comparison
2Cr13 has much better toughness and impact resistance.
Advantages include:
Lower brittleness
Better shock resistance
Reduced cracking risk
This makes 2Cr13 more suitable for:
Shafts
Structural parts
Mechanical supports
Impact-loaded components
440B is not ideal for applications involving heavy impact loads.
Corrosion Resistance Comparison
440B offers slightly better corrosion resistance because of its higher chromium content.
However, both materials belong to martensitic stainless steel grades and are less corrosion resistant than austenitic stainless steels such as 304 or 316.
Additional surface treatment may still be necessary in corrosive environments.
Best CNC Machining Practices for 440B
To improve machining efficiency for 440B:
Use rigid CNC machines
Reduce cutting speed
Use premium wear-resistant tooling
Apply high-flow coolant systems
Minimize vibration
Use grinding for final finishing
For hardened parts, grinding and polishing usually provide better dimensional accuracy than direct hard milling.
Best CNC Machining Practices for 2Cr13
For efficient machining of 2Cr13:
Use standard carbide tooling
Apply medium-to-high cutting speed
Optimize chip evacuation
Maintain stable coolant supply
Use conventional CNC turning and milling strategies
2Cr13 is highly suitable for mass-production CNC machining environments.
Which Material Should You Choose?
Choose 2Cr13 If You Need:
Better machinability
Lower production cost
Faster CNC cycle time
Higher toughness
Large-scale production capability
2Cr13 is ideal for structural and general industrial machined parts.
Choose 440B If You Need:
Higher hardness
Superior wear resistance
Long-term abrasion resistance
Precision wear-resistant components
440B is better for high-hardness and high-wear applications where machining difficulty is acceptable.
Conclusion
440B and 2Cr13 are both important martensitic stainless steels used in CNC machining, but they serve different manufacturing priorities.
2Cr13 offers better machinability, lower tooling cost, and higher production efficiency, making it ideal for structural industrial components and high-volume CNC production.
440B, although more difficult and expensive to machine, delivers superior hardness and wear resistance, making it indispensable for precision wear-resistant applications.
For machining companies and engineers, selecting the right material requires balancing wear resistance, toughness, tooling cost, machining efficiency, and final application requirements. Proper machining strategies and optimized cutting parameters can significantly improve production quality while reducing manufacturing costs.














{kind=link}
Pingback: 440B Stainless Steel CNC Machining | Challenges, Solutions & Cost Guide | XINQIDA